What are the applications of RLAF systems?
RLAF systems find applications in various industries, including pharmaceuticals, biotechnology, laboratories, cleanrooms, and manufacturing facilities. They are used to maintain sterile environments, prevent cross-contamination, and ensure product quality in critical operations.
What are the key features of RLAF systems?
Key features of RLAF systems include superior contamination control, high-efficiency filtration, customizable configurations, compliance with industry standards, and user-friendly operation. These systems are designed to provide exceptional performance and reliability for critical operations.
How do RLAF systems differ from traditional air filtration systems?
RLAF systems differ from traditional air filtration systems in their ability to create a reverse airflow pattern that prevents the escape of contaminants from the work area. Unlike traditional systems that rely on positive pressure, RLAF systems operate on negative pressure to contain contaminants effectively.
What maintenance is required for RLAF systems?
Regular maintenance is essential to ensure the efficiency and effectiveness of RLAF systems. This includes routine filter replacement, cleaning of the system components, and periodic inspections to identify any issues. Proper maintenance helps optimize air quality and prolong the lifespan of the system.
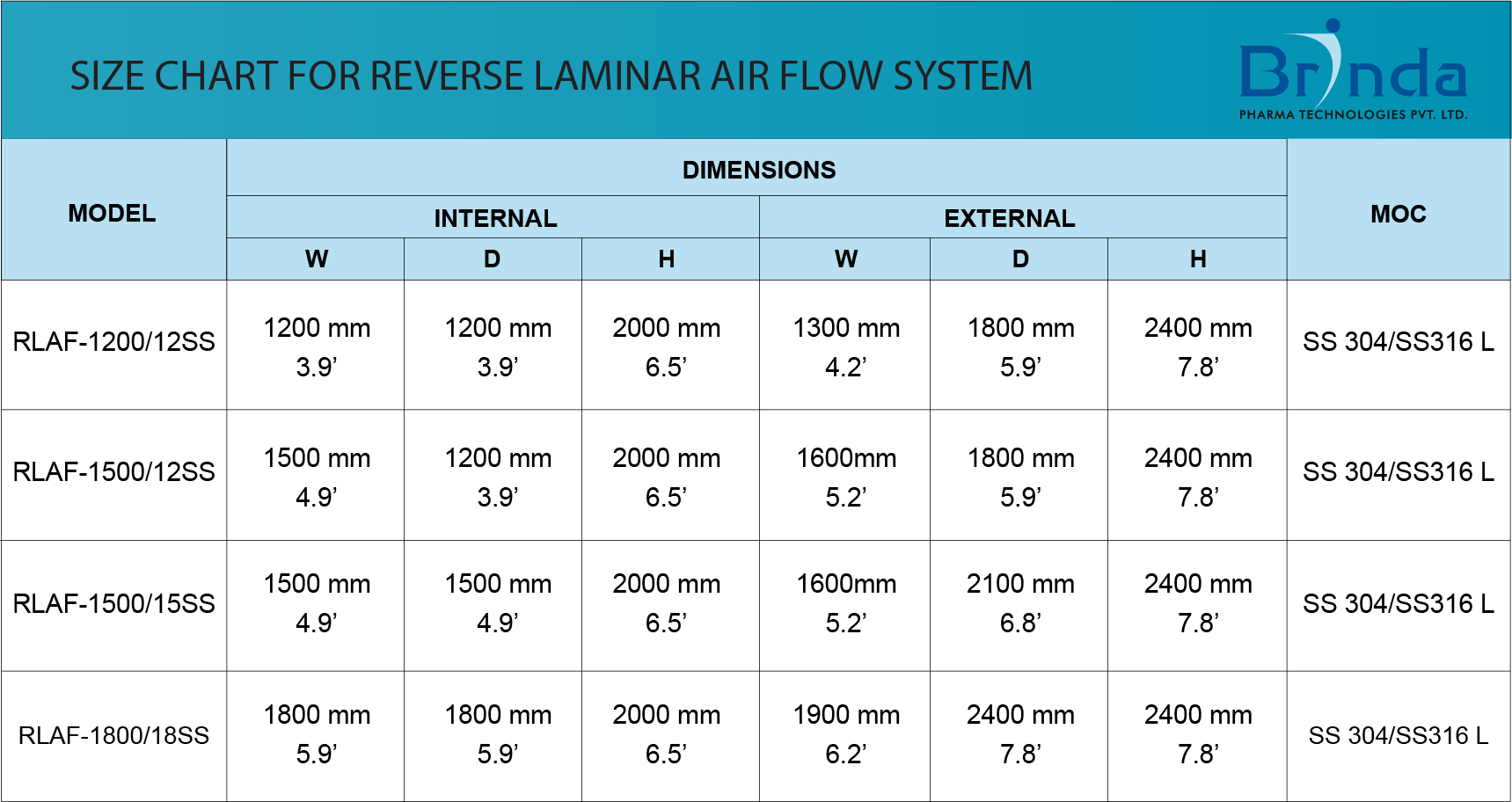
How can I choose the right RLAF system for my facility?
When choosing a RLAF system, consider factors such as the size of your area/room where the RLAF is required. One of the key things is to make sure that the internal chamber can easily accommodate your weighing scale, printer, container, drum, barrel and a operator for smooth operation. Our expert sales professionals can guide you to choose the right size and configurations for your application.
What are the safety considerations when using RLAF systems?
Safety considerations when using RLAF systems include proper installation by qualified professionals, regular maintenance to ensure optimal performance, adherence to cleanroom protocols, and training of personnel on system operation and safety procedures. For additional safety a complete flame proof system is also configured.
What is Flame Proof RLAF System and what is the use of it?
It is used when the operator is handling a sensitive product which can catch a fire. We do complete or partial Flame Proof System along with FLP Lights, control panel to accommodate safe working environment and prevent fire hazards.
Can RLAF systems be customized to meet specific requirements?
Yes, RLAF systems can be customized to meet the specific requirements of different industries and applications. This includes adjustable airflow settings, specialized filtration options, and integration with existing cleanroom infrastructure. . Our expert sales professionals can guide you to choose the right specifications and configurations for your application.
Does Brinda Pharma Technologies provide delivery & installation to my destination?
As a leading manufacturer and exporter we provide delivery orders across the world. We also provide products with installation & validation, as well as an annual maintenance contract to ease your operation. Reach out to our Sales Team to discuss any questions related to Delivery & Installation.